

曲軸的損傷修復(fù)有哪些
曲軸的損傷形式有很多種,,有軸頸磨損,、裂紋、燒傷,、彎曲或斷裂等,。發(fā)動(dòng)機(jī)在工作時(shí),曲軸的軸勁表面在承受很大的單位壓力的同時(shí)且具有很高的滑動(dòng)摩擦速度,,軸頸散熱效果較差,,各軸頸表面極易遭受磨料磨損。因此,,發(fā)動(dòng)機(jī)在大修時(shí)必須對(duì)曲軸進(jìn)行檢驗(yàn),,查明情況,并選擇正確的修理或修復(fù)方法,,以保證曲軸所要求的疲勞強(qiáng)度和耐磨性,。

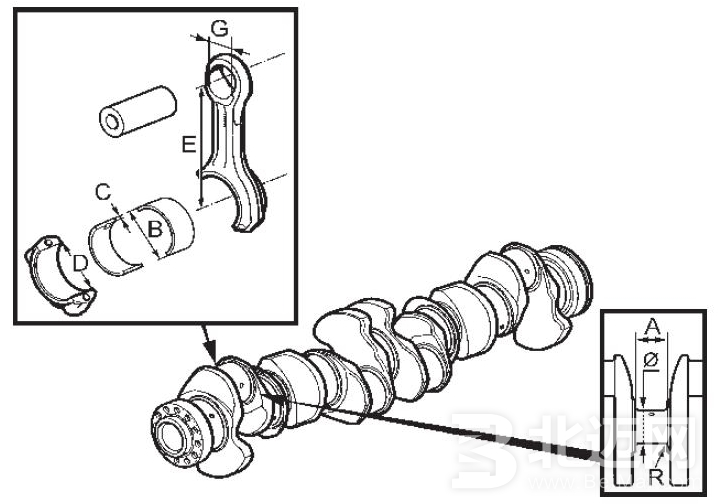
一、曲軸的損傷形式及檢查:曲軸常見損傷形式有軸頸磨損,、裂紋,、燒傷、彎曲或斷裂等,。
1,、軸勁的磨損及檢查:
軸頸表面的磨損是不均勻的,磨損后的軸頸出現(xiàn)圓度和圓柱度誤差,。主軸頸與連桿軸頸的磨損部位相互對(duì)應(yīng),即各主軸頸的磨損靠近連桿軸頸一側(cè),,而連桿軸頸的磨損也靠近主軸頸一側(cè),。另外,軸頸還有沿軸向的錐形磨損,。軸頸的橢圓形磨損是由于作用于軸頸上的力沿圓周方向分布不均勻引起的,。發(fā)動(dòng)機(jī)工作時(shí),連桿軸頸所受的綜合作用力始終作用在連桿軸頸的內(nèi)側(cè),,方向沿曲柄半徑向外,,造成連桿軸頸內(nèi)側(cè)磨損,形成橢圓形,。連桿軸頸產(chǎn)生錐形磨損的原因是由于通向連桿軸頸的油道是傾斜的,,當(dāng)曲軸回轉(zhuǎn)時(shí),在離心力的作用下,,潤滑油中的機(jī)械雜質(zhì)聚集在連桿軸頸的一側(cè),,使該側(cè)軸頸磨損加快,,導(dǎo)致磨損呈錐形。此外,,連桿彎曲,、氣缸中心線與曲軸中心線不垂直等原因都會(huì)使軸頸沿軸向受力不均而使磨損偏斜。主軸頸的磨損主要是由于受到連桿,、連桿軸頸及曲柄臂離心力的影響,,使靠近連桿軸頸的一側(cè)與軸承產(chǎn)生的相對(duì)磨損較大。
2,、曲軸的彎曲及扭曲:
扭曲檢查時(shí),,曲軸的放置與彎曲檢查相同。檢查時(shí),,將曲柄臂置于水平位置,,用千分表測(cè)量同一平面內(nèi)缸和最后一缸的連桿軸頸高度,其差值即為曲軸的扭曲度,?! ?/span>
3、裂紋檢查:
由于應(yīng)力集中在軸頸圓角部位和油孔周圍易產(chǎn)生裂紋,,裂紋的存在會(huì)導(dǎo)致曲軸的斷裂,。因此,要用探傷儀(如磁粉探傷儀,、超聲波探傷儀等)來檢測(cè)是否存在裂紋,。若有環(huán)形裂紋或裂紋長度超過20mm的縱向裂紋,應(yīng)用鑿子或氣割槍吹掉,,經(jīng)電弧焊補(bǔ)后再采取相應(yīng)的措施,。
二,、曲軸軸頸修復(fù)工藝:
1,、修理尺寸法:
對(duì)具有彎曲變形的曲軸,在磨削前,,必須先進(jìn)行校正,。曲軸的磨削通常在曲軸磨床上進(jìn)行的。曲軸的磨削除了軸頸表面尺寸精度和表面粗糙度符合技術(shù)要求外,,還必須達(dá)到形位公差的要求:磨削曲軸時(shí)必須保證主軸頸和連桿軸頸各軸心線的同軸度以及兩軸心線間的平行度,,限制曲柄半徑誤差并保證連桿軸頸相互位置夾角的精度?! ?/span>
2,、振動(dòng)堆焊修復(fù):
(1)清洗用煤油、汽油或堿液煮洗,然后用砂布打磨待修復(fù)軸頸以除去油污和銹跡,,必要時(shí)可采用火焰烘烤曲軸以去除滲入到曲軸內(nèi)部的油污,。
(2)檢查檢查曲軸是否有彎曲,、扭曲,、裂紋及磨損情況?! ?/span>
(3)磨削磨削主要是用以去除軸頸表層變質(zhì)金屬以避免堆焊層產(chǎn)生裂紋和氣孔,。另外磨削可將偏磨部分磨圓以保證堆焊層厚度均勻?! ?/span>
(4)曲軸保護(hù)仔細(xì)清除油孔和油道里的油污,,然后用碳棒或石墨膏堵塞油孔?! ?/span>
(5)預(yù)熱曲軸堆焊前,,適當(dāng)?shù)念A(yù)熱可避免跨焊道的縱向裂紋和堆焊層氣孔的產(chǎn)生,改善堆焊層與基體金屬的熔合,。預(yù)熱時(shí)垂直吊放曲軸以免產(chǎn)生變形,。預(yù)熱溫度一般為150℃~350℃?! ?/span>
(6)后處理為了減小曲軸變形和消除內(nèi)應(yīng)力,,堆焊后將其放在100℃~200℃的保溫箱內(nèi)保溫1~2h,隨爐冷卻,,然后鉆通各油孔,,并檢查有無缺陷,必要時(shí)進(jìn)行焊接修復(fù),。然后再磨削,。
(7)堆焊選取φ1.6mm的50CrVA、30CrMnSiA或高碳鋼絲,,在NU—300振動(dòng)堆焊設(shè)備上按以下工藝參數(shù)進(jìn)行堆焊:堆焊速度,,460~560mm/min;送絲速度,,2mm/min,;堆焊螺距,,3.6~4mm/r,;工作電壓,21~23V,;工作電流,,150~180A。在堆 焊時(shí)要注意以下幾點(diǎn):
①為了防止曲軸圓角處應(yīng)力集中,,在距曲柄2~2.5mm處不堆焊,;
②在堆焊靠近圓角處開始或終了兩圈焊道時(shí)不澆注冷卻液,;
③為了防止開始堆焊的地方有焊不透等缺陷,堆焊時(shí)應(yīng)叢曲柄臂的前側(cè)方向起焊且圓角處不焊,;
④為避免曲軸變形,,堆焊時(shí)先堆焊連桿軸頸,后堆焊主軸頸,,且從中間向兩邊堆焊,;
最后編輯:可可
- 下一篇: 凸輪軸位置傳感器原理及檢修
更多精彩推薦
更多配件
- 1.北京汽車
- 2.進(jìn)口DSDS5
- 3.前三角玻璃
- 4.進(jìn)口DSDS5前三角玻璃
- 5.長安DSDS6前三角玻璃
- 6.長安DSDS5前三角玻璃
- 7.長安DSDS5LS前三角玻璃
- 8.SmartFORTWO前三角玻璃
- 9.進(jìn)口DSDS5水箱上水管
- 10.長安DSDS6水箱上水管
- 11.長安DSDS5水箱上水管
- 12.長安DSDS5LS水箱上水管

組成結(jié)構(gòu)有哪些")
工作原理是怎么樣的")
系統(tǒng)常見問題")
